地址:广东省惠州市惠东县白花镇长塘第二工业区
业务联系:18198482880
Email:gepoint@jbcasting.com
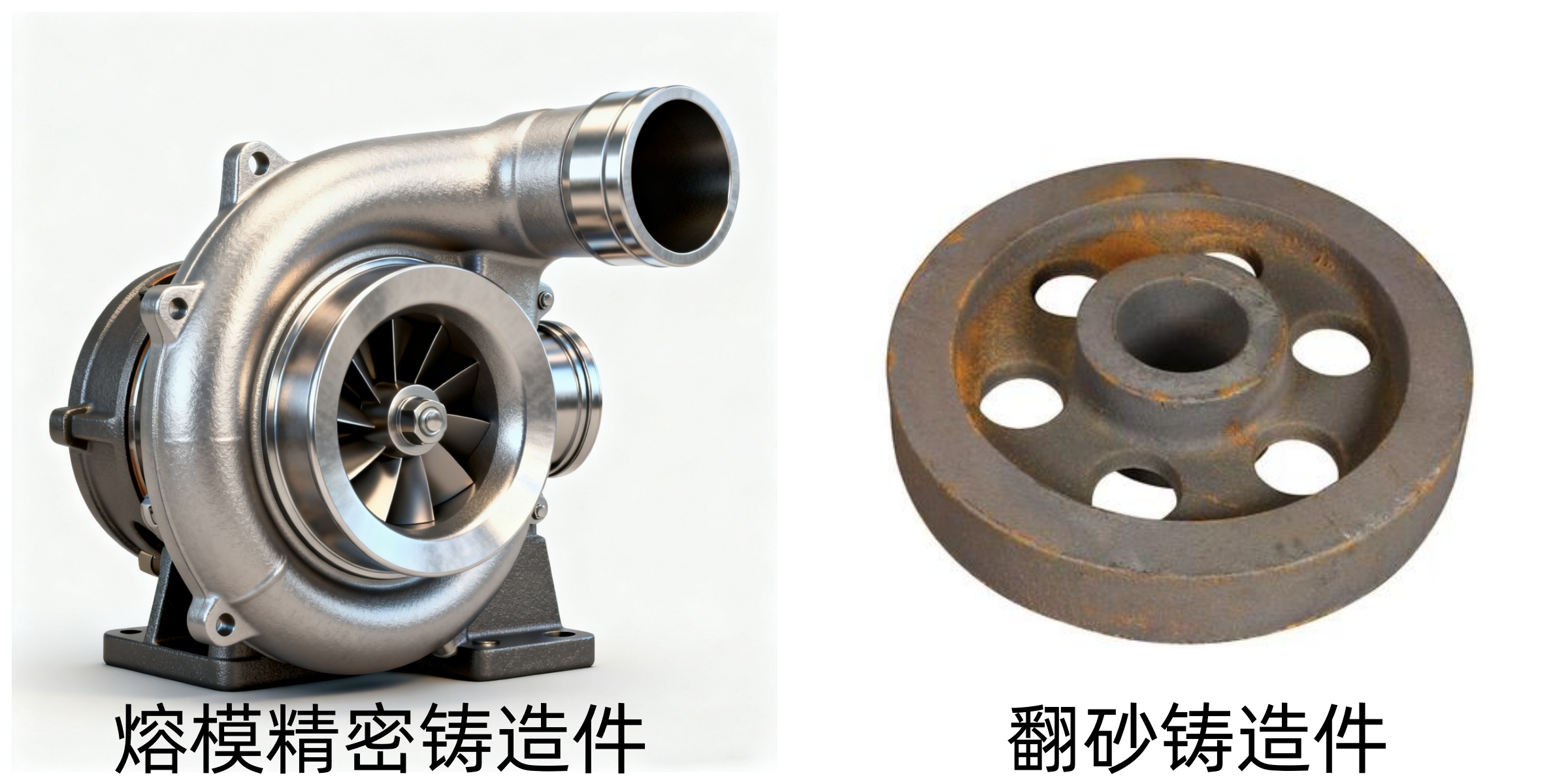
在铸造行业中,熔模精密铸造与翻砂铸造是两大主流工艺,二者从成型原理、工艺细节到成品特性、应用场景都存在本质差异,吉邦精密深耕熔模精密铸造领域,为你拆解二者核心区别,让你清晰分辨不同工艺的适配场景。
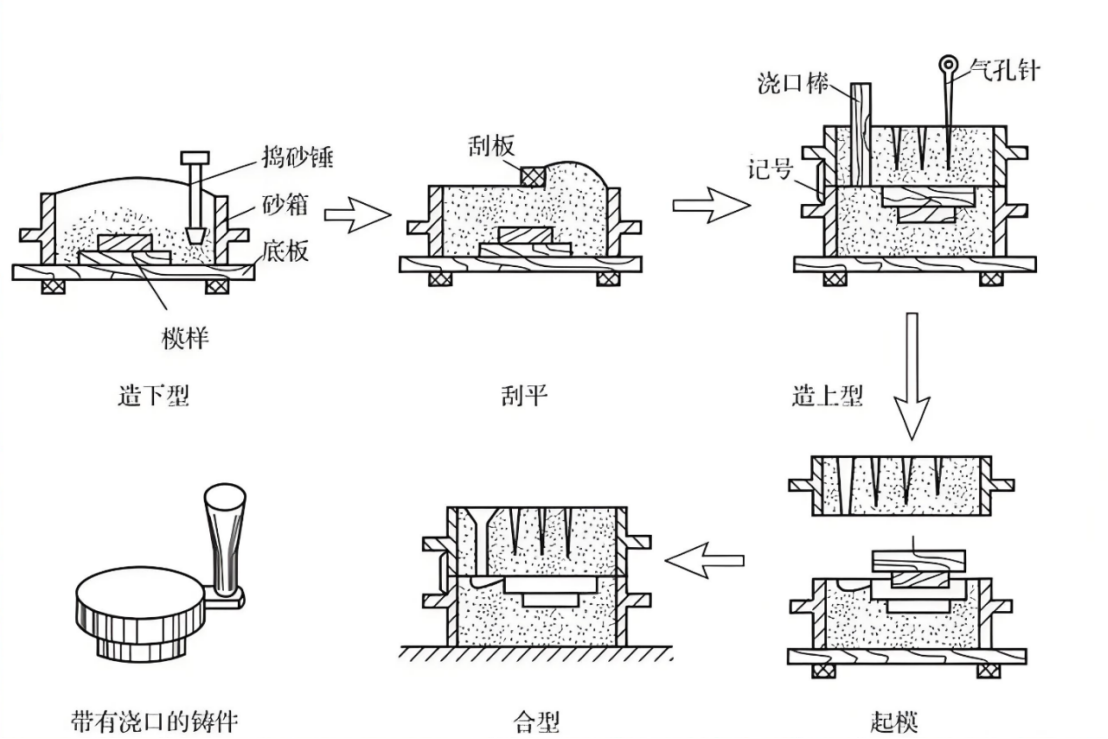
熔模精密铸造:属于失蜡铸造,核心是用蜡质制作与成品完全一致的蜡模,经多层耐火材料挂涂、硬化形成整体型壳,再将蜡模加热熔出,型壳经高温焙烧后浇注金属液,冷却后去除型壳即得铸件,全程是 “复刻蜡模、型壳成型” 的思路,精准还原模具细节。翻砂铸造:以型砂为成型材料,将木模 / 金属模放入砂箱中填砂、紧实,起模后砂箱内形成与模具匹配的型腔,再合箱浇注金属液,冷却后打碎砂型取出铸件,核心是 “砂型做腔、一次成型”,依赖型砂的塑形与支撑。
熔模精密铸造:是铸造行业中精度最高的工艺之一,铸件尺寸公差可控制在 ±0.1mm~±0.3mm,表面粗糙度 Ra 可达 1.6~3.2μm,铸件表面光洁,无需大量后续机加工,部分精密件可直接达到装配要求,吉邦精密通过优化蜡模制作、型壳焙烧等环节,进一步提升精度把控能力。翻砂铸造:精度相对较低,尺寸公差一般在 ±1mm 以上,表面粗糙度 Ra 多为 12.5~25μm,铸件表面易出现砂眼、飞边、尺寸偏差,后续需通过车、铣、磨等机加工修正尺寸和表面,才能满足使用要求。
熔模精密铸造:工序繁琐且对细节要求严苛,仅核心工序就包含蜡模制作、组树、挂砂制壳、脱蜡、焙烧、浇注、脱壳、清理、精整等,每一步都需精准控制参数(如制壳的涂料浓度、焙烧的温度曲线),生产周期相对较长,但能实现复杂结构的精准成型。
翻砂铸造:工艺流程简洁,核心为制模、配砂、造型、起模、浇注、落砂清理,工序操作门槛较低,可快速完成砂型制作与浇注,批量生产时效率更高,适合短周期、快交付的生产需求。
熔模精密铸造:可成型结构复杂、壁厚轻薄、细节丰富的铸件,能实现小孔、窄槽、曲面、花纹等精细结构的一次成型,无需拼接,铸件整体致密度高,无砂眼、气孔等常见缺陷,材质均匀性好,适配不锈钢、合金钢、高温合金等多种高端金属材料。
翻砂铸造:更适合成型结构简单、壁厚较厚、体积较大的铸件,难以实现精细薄壁结构,若铸件壁过薄易出现浇不足、冷隔等缺陷,且型砂的透气性限制了铸件致密度,常见于铸铁、铸钢等常规材质的粗大型件生产。

熔模精密铸造:适配性极强,可加工不锈钢、合金钢、高温合金、钛合金、铜合金等多种高端金属材料,能满足航空航天、汽车精密部件、医疗器械等领域对材质性能的高要求,吉邦精密可根据客户需求定制不同材质的精密铸件。
翻砂铸造:以铸铁、普通铸钢、铸铝等常规材质为主,对高温合金、钛合金等高端材质的成型难度大,易出现材质偏析、铸造缺陷,难以满足高精度领域的材质要求。
熔模精密铸造:主打高端、精密、定制化场景,广泛应用于航空航天、汽车发动机核心部件、液压气动元件、医疗器械、精密五金、船舶海事等领域,如汽车涡轮增压器、航空紧固件、医疗手术器械等,是高端制造领域的核心铸造工艺,也是吉邦精密的核心业务方向。
翻砂铸造:聚焦通用机械、工程机械、基础零部件等领域,如机床床身、发动机缸体、减速机外壳、农机配件等,适合对精度要求不高、批量大、成本敏感的常规零部件生产。
 七、成本投入:单件定制成本稍高 vs 批量成本更低,性价比适配不同需求
七、成本投入:单件定制成本稍高 vs 批量成本更低,性价比适配不同需求
熔模精密铸造:因工序多、耗材(耐火材料、蜡料)成本高、工艺控制要求严,单件定制成本相对较高,但适合小批量、多品种、高精度的铸件生产,且减少了后续机加工成本,综合性价比在高端精密领域优势显著。
翻砂铸造:模具(木模 / 金属模)制作成本低、工序简洁、生产效率高,大批量生产时单位成本极低,但后续机加工成本占比高,适合标准化、大批量的常规铸件生产。
熔模精密铸造与翻砂铸造无优劣之分,核心是适配不同的产品需求:若你需要高精度、复杂结构、高端材质的铸件,适配航空、汽车、医疗等高端领域,熔模精密铸造是最优选择;若你需要结构简单、批量大、成本敏感的常规铸件,翻砂铸造更具性价比。
吉邦精密专注熔模精密铸造研发与生产,凭借成熟的工艺体系、严格的精度把控、多元的材质适配能力,为各高端制造领域提供定制化精密铸件解决方案,让每一件铸件都契合客户的精密制造需求。













地址:广东省惠州市惠东县白花镇长塘第二工业区
业务联系:18198482880
Email:gepoint@jbcasting.com

版权所有:惠州市吉邦精密技术有限公司 粤ICP备11048389号